
Crank bearing cap needed to secure strict metal clearance of the crankshaft by fixing bearing firmly at the time of high rotation and high load, enduring the force from bend or torsion vibration. However, in combination with a common bolt and nut, no matter what strengthen bolt it may used, bolting power concentrates on from third mountains to the 1st mountain of the screw, and the total bolting power cannot be increased beyond a certain value. Moreover, excessive stress is concentrated and may damage the bolt. Stud bolt, on the other hand, is applied dynamic design to its threading so that the bolting force is dispersed to all the screw threads and mighty bolting power is generated.
PRODUCT INFO
| APPLICATION | P/N | CONTENTS | |
|---|---|---|---|
| 4G63 (Evo.4-) | 193022 | ・Bolt×10 ・Nut×10 |
FEATURE / SPEC
| MATERIAL | * Bolt SNCM439(WPC finish) * Nut SCM435 Tensile strength 220,000psi (155kgf/m㎡) Hardness HRC40~50 |
|---|---|
| SIZE | M10 P1.25 |
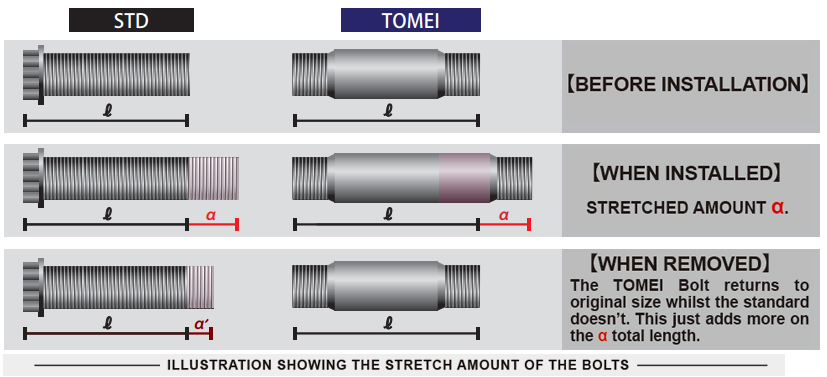
●BOLT STRETCH LIMITS
Bolts and screws in general will stretch when placed under stressful conditions. The stock bolts will tend not to return perfectly to its original shape once stretched due to the manufacturing methods used for the original purpose of the bolt design. Tuned engines will go through many procedures which require the bolts to be reused during every step. When having a dummy head installed and getting a bore and hone, when checking for bearing clearances and so on. So when the bolts are removed and torque up repeatedly bolt stretch management will then become difficult to manage the and retain the strict clearances required. The TOMEI Stud bolts are the best choice for high performance precision engines which require the fixed elastic range of the bolt set for repeated use and to maintain performance. The TOMEI Bolts will keep your engine together when needed most.
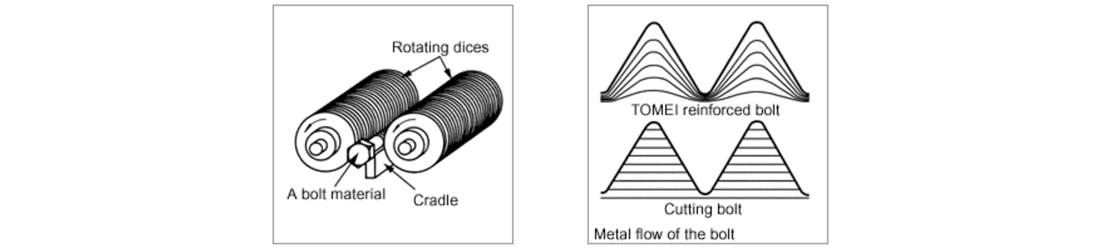
●ROTATING SURFACE HEAT TREATMENT
●ANGLE TORQUE BOLT TIGHTENING METHOD
An engine cannot be properly built without the use of the angle torque method when tightening certain bolts. It is necessary to utilize a special angle gauge when tightening strengthened studs and connecting rod bolts. Applying torque to the bolts without this specialized tool can lead to immediate or eventual catastrophic failure of the engine assembly.
| Lack of bolting force | Excessive bolting force | |
|---|---|---|
| Head bolt | ・Leaking gas, water, oil caused by lack of the sealing pressure ・The further fall of bolting force, loosening, and engine breakage. |
・ Leaking gas, water, and oil from excessive bolting or failure of sealing pressure. ・Breakage of the cylinder from distortion. ・Poor piston clearance caused by cylinder distortion. |
| Crank bearing cap bolt Conrod bearing cap bolt |
・Worn out of the engine by bad bearing assembly. ・Noise by too much clearance of bearing. ・The further fall of bolting force, loosening, and engine breakage. |
・Worn out of the engine by bad bearing assembly. ・Worn out of the engine by poor clearance of the bearing. |
●TORQUE NUMBERS CANNOT BE TRUSTED
Engine components that require precision accuracy when tightening its bolts cannot be trusted with basic torque figures. This is due to 80~90% of the friction is lost on the surface of the thread and the seat when tightened, with the correct figure being at 10~20% of the torque applied. The surface of the thread and the seat depends on the roughness of each surface and the lubrication state, so that no matter how accurate the torque specs are specified it cannot be trusted.
【Change of Axis force due to the difference of friction of the washer】 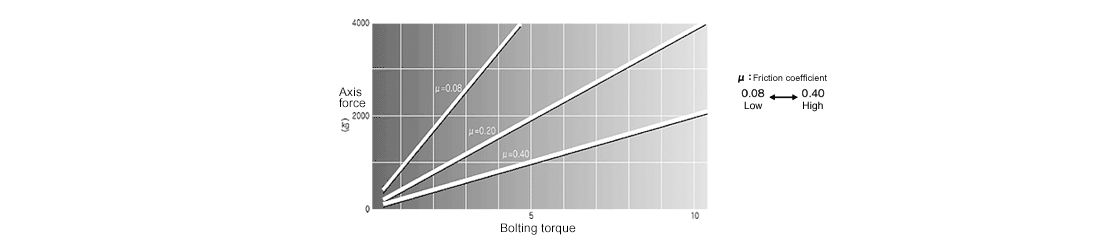
Please use an Angle Guage as well when torquing up these TOMEI Reinforced Bolts.
